Rekonstruktion av vattenhjul och hammare för smedjan i Gamla Fabriken
|
|
|
Nu är arbetet med rekonstruktion av vattenhjul och hammare klart!
Vi har försökt följa arbetet via hemsidan. Under maj månad 2010 flyttades arbetet till Marieholm för inmontering och justering. Möjlighet fanns att följa arbetet på plats
Bakgrund Smedjan i den Gamla Fabriken i Marieholm har under många år saknat sin knipphammare. Hammaren såldes efter brukets nedläggning till Storebro Bruk. Där har hammaren sedan funnits men inte visats upp. Många engagerade i Projekt Kulturarv Marieholm har under åren önskat sig att åter få höra en hammare i funktion i smedjan. Eldsjälen Lage Bard stötte så för några år sedan på en bekant och samtalet ledde till att hammaren diskuterades. Via dessa kontakter fick projektet senare möjligheter att diskutera ett återköp av hammaren. År 2008 blev detta möjliggjort via medel från konstförsäljning hos Gnosjö kommun. Att hammaren kom tillbaka till Marieholm har ett mycket stort symbolvärde! Hammaren är i drift i smedjan igen. Ansvarig entreprenör har varit Svensk Byggtradition, Per Zachrisson, Vireda. Arbetet var komplicerat och har krävt mycket studier av äldre dokument. Under vecka 5, 2010 startade arbetet med rekonstruktion av vattenhjul och hammare för smedjan i Gamla Fabriken. Arbetet ägde i startskedet rum i Gnosjö hos Skanska/Bäckruds. Svensk Byggtraditions Gunnar Zachrisson arbetade ihop med hantverkare från Skanska kring vattenhjulet.
|
Arbetsbilder februari 2010 |
KnipphammarenUr Svensk Byggnadstraditions arbetsbeskrivning: Rekonstruktionsarbetet har en hög målsättning när det gäller autenticitet och funktion. Den gamla hammaren är i gott skick. Hammarhuvudet och anslaget har kompletteringskilats. Det fanns ingen anledning för oss att förändra något på hammaren. Hammarstolens kilning i stenblocket kompletteras när det är konstaterat att monteringen är riktig. Virke väljs av hög kvalitet för sitt ändamål. Allt virke utom korsarmskilarna hyvlas. Hammaren har monterats på sin ursprungliga plats. Kompletterande kilning av hammarstol och städ utfördes i samband med driftsättningen. Hammarens läge i stolen och städkubben anpassades efter hjulstocken. Hjulstocken tillverkades med den gamla som förebild. De nålar som satt i hjulstocken har använts.Vattenhjulet dimensioneras med hjälp av: ( i prioritetsordning) återfunna rester av det gamla hjulet, det tillgängliga utrymmet och dimensioneringsregler i tillgängliga handböcker (främst Nordwall och Rinman). Tillverkningen sker enligt anvisningar i ovanstående handböcker och vunna erfarenheter. Vattenhjulet tillverkas på annan plats. Montering av vattenhjulet sker runt den upplagrade hjulstocken. Hjulet kilas på hjulstocken Inledning av vatten till hjulet sker från en upptagning i jutans golv. Vattenmängden regleras med veven i smedjan via befintlig vinkelväxel och kuggstång till en vertikal lucka. Jutans ramar behöver flyttas för att vattenhjulet och öppningen inte ska störas. Denna justering utförs i samråd med jutans konstruktör. Anläggning ska fungera med turbin och vattenhjul var för sig eller tillsammans. Vattenhjulet beräknas rotera 10 -12 varv per minut. Detta ger en periferihastighet av c:a 1,8 - 2,2 m/sek och ger hammaren 80-90 slag per minut. En så kallad "genhammarhäll" det vill säga en gjutjärnshäll som den bakre delen av hammarskaftet skall studsa mot måste tas fram. Finns den gamla hällen möjligen kvar i Marieholmsområdet? Om den gamla hällen inte återfinns måste en ny gjutas. |
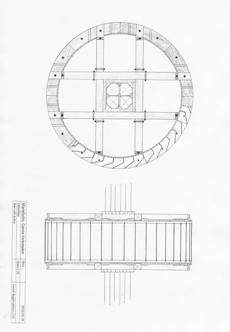
Ritning av vattenhjulet. utförd av Gunnar Zachrisson |
VattenhjuletUr Svensk Byggnadstraditions arbetsbeskrivning: Vattenhjulets huvudmått är följande: ytterdiameter 350 cm, bredd utanpå lötarna 108 cm, antal skovlar i hjulet är 40 stycken. Material: Vattenhjulets lötar och skovlar tillverkas av kärnrik hyvlad fura, korsarmarna av tätvuxen hyvlad gran, bultar och beslag i obehandlat stål. Kilarna mot hjulstocken består av ohyvlad furukärna. Hjulet provmonteras och monteras isär för slutlig montering på plats runt hjulstocken. Korsarmarna monteras på hjulstocken, lötarna fästes tillfälligt med bultar. Dymlas sedan samman, dymlingarna kilas. Skovlarna placeras in mellan lötringarna och dessa dras samman med de genomgående bultarna. Botten monteras av 1” brädor som fasats något för god tätning. Cellbotten spikas i den inre lötringen och förstärks med en färsk kluven granslana över spikraderna. Hjulet centreras på hjulstocken. Vid tillpassning av korsarmarna visade det sig att de spruckit så mycket att de är oanvändbara. Tidigare undersökningar har antytt att korsarmarna tillverkas av gran. Vid nya undersökningar visade sig detta inte stämma. Korsarmarna var av furu. (Att säkerställa träslag furu/gran är svårt då virket legat länge i vatten.) Den äldre litteraturen har angett att träslag som furu och ek är olämpliga till korsarmar, då de har lägre böjhållfasthet. Här visar det sig alltså att äldre litteraturuppgifter måste tas med en "nypa salt". Nya stockar till furuarmar har nu levererats och börjar monteras vecka 17. Wahls svets och reparation i Marieholm arbetar nu med tillverkning av bultar och annat material till hjulet. |
Bilden visar underlag till vattenhjul för smedjan i Marieholm. |
Vattenföringen till vattenhjuletUnder åren 2004 till 2009 har arbete pågått med restaurering och återmontering av den gamla turbinen i Gamla Fabriken. Turbinen är numera på plats men vid projekteringen av jutan för turbinen och vattenhjulet var inte vattenhjulets utrymmeskrav klarlagda. För att få in hjulet till knipphammaren måste därför vissa modifieringar ske, till exempel: på jutans botten har en huv med lucka som leder vatten till vattenhjulet placerats. Vattentillförseln till vattenhjulet är känslig för att få bästa gång för hammaren, framför allt för att starta den. Detta är troligen den vanligaste felkällan för de hammarvattenhjul som finns idag men som fungerar bristfälligt. Ett annat problem i den Gamla Fabriken är att vid mycket stort vattenflöde svämmar jutan över inne i hjulhuset. Detta är olämpligt dels genom att väggarna blir blöta, vatten rinner in i smedjan och vattennivån i botten kan bli så hög att vattenhjulet står i bakvatten. |
I den pdf som finns bifogad kan man läsa följande:" - Om Handgrepp vid Hjulbyggnad." |
HjulstockenDen stora hjulstocken från vattenhjul till hammare består av fyra stockar, sammanfogade av stora järnringar och med kilar indrivna. Denna kräver rekonstruktion och då detta är ett arbete som inte utförts på många år krävdes mycket dokumentationsarbete då hjulstocken monterades isär. Stockarna är sågade på två sidor vinkelrätt mot varandra. Dessa sidor ska ligga mot varandra med en springa på 1”. Stockarna måttanpassas till hjulstockens minsta diameter enligt tabell som togs fram vid dokumentationen. I änden på hjulstocken ska så kallande nålar huggas in, av två olika typer. Inhuggningen av dessa ska göras så att de fyra stockarnas sågade ytor ansluter mot varandra efter kilningen av hjulstocksänden. Hjulstockens rundning ska sist anpassas till järnringarnas dimensioner. Om stocken är för klen kilas ringen vid monteringen. När alla ringar monterats skall hjulstockens ändar kilas. Detta sker genom att ett kiljärn slås i, dras ur och ersätts med en träkil av furukärna. Utrustning för detta får Marieholm låna från kollegorna i Österbybruk. Läs om Vallonbruket i Österbybruk. Kilningen måste ske mycket omsorgsfullt, omkring tvåhundra kilar kan behövas i vardera änden. Träet i stockarna och tidigare inslagna kilar kommer att deformeras. Kilningen ska pågå intill dess att ytan är så hård att det inte går att sticka in en knivsudd. Det är synnerligen viktigt att den sista järnringen är i gott skick för att stå emot belastningen vid kilningen. Eftersom det råder viss osäkerhet om de befintliga yttre ringarnas hållfasthet och belastning så kommer en ny ring krympas utanpå de ursprungliga ytterringarna. Vattenhjulet byggs sedan upp kring hjulstocken. status 2010-03-13Timret till hjulstocken är under bearbetning. Den så kallade nålen för hammaränden har reparerats. Fyra järnringar är inlämnade för provreparation och förstärkning. En av de införskaffade stockarna till hjulstocken höll inte måttet och har ersatts. Ett osäkerhetsmoment vid inpassning av stockarna kommer att bli framtida krympning av virket. Status 2010-04-19Hjulstockens fyra stockar har sågats och de trekantsprofiler som krävs för rätt mellanrum har också sågats. Vidare har stocken formats så att ringar kan träs på. Här har konstruktionen lämnat utrymme för ytterligare krympning. Så snart vattenflödet tillåter kommer så kallade dynstockar till hjulstocken att mätas in. status 2010-07-16Ringarna krymptes på den 26-27 maj som planerat. Luftbehovet för de åtta luftmunstyckena blev c:a 350 lit/min. När vi skulle hyra en 4-5 hk elkompressor visade det sig att de slutat hyra ut sådana så vi fick hyra en mångdubbelt stor dieseldriven kompressor. Arbetet med ringmonteringen gick planenligt, kanske lite smidigare ändå. Det behövdes fyra man vid arbetet, två svarade för värmning och framtagning av ringen, två stötte ringen på plats. Insmörjning med talg fungerade bra med en spackelspade eller med en handske. Uppvärmningstiden i härden var omkring 15 min. Ringarna bars fram med två smidestänger, ringen hängdes på hjulstocksänden. Stötningen skedde med två 32 mm armeringsjärn (1,6 m långa) med plattjärnsbitar i ändarna, dessa fördes utmed stocken. När ringarna förts på plats var de ett par cm för stora i diameter. Det var intressant att se hur ringarna kramade åt hjulstocken. Tre man kylde med vattenslang och hinkar. Några få ringar behövde kompletteras med kilar. Flera ringar satt mycket löst på den gamla stocken och några kilar satt kvar.
Kilningen av stockändarna påbörjades dagen efter ringpåsättningarna. Det här är ett betydligt mer omfattande arbete än vi trott. Utrustningen som vi lånat från Österbybruk, kilstöt, stålkil och utdragskil, kompletterades efter lite prov med en hydraulisk tryckstång för att dra ut stålkilen. I vardera änden av hjulstocken sattes en 3x3 m ställning. 3 m upp lades en regel som kilstocken hängdes i. Regeln ska vara så lång att sidjustering av kilens läge kan göras genom att skjuta regeln under tiden som kilstöten lyfts upp. Höjdreglering av kilstöten utfördes med en spaklyft. Det är viktigt att stöten blir rak mot kilen. Hjulstocken höjdes upp så att det blev bekvämt att kila från mitten och uppåt, när några kilar slagits i vändes stocken ett halvt varv med gaffeltruck och lyftband. Det krävs stor kraft och många slag för att slå i kilarna, det är väl så jobbigt att slå i stålkilen som träkilen. Vi provade att slå i kilarna, både stål och trä, dels torra, dels smorda med talg eller linolja. Det gick något lättare med smorda kilar, vi valde linolja eftersom det är så mycket lättare att lägga på. Det är påtagligt hur hålet efter stålkilen krymper ihop direkt när man tagit ur den. Vid ett tillfälle tog vi paus när vi tagit ur kilen, det gick inte att slå i träkilen där. Lämplig personalstyrka vid kilning är tre man som turas om att slå, en man behövs för att passa höjdregleringen, den tredje vilar och servar. Det tog fem dagar att kila en ände med c:a 80 kilar när vi kommit igång. En bra dag klaras 25 kilar. Den 3 juni transporterades vattenhjulet och hjulstocken till Marieholm för att visas upp på nationaldagsfirandet. Den 7-11 juni återupptogs kilningen, nu utanför smedjan. Under perioden 14 juni – 6 juli jobbar vi med annat, dels för att Gunnar skulle få bo hemma några veckor, dels behöver vi låta tillverka nya verktyg till den hydrauliska utdragaren och en ny stålkil eftersom Österbybrukskilen blivit så mjuk att den böjer sig vid urdragning. De sista dagarna före uppehållet måste kilen riktas i press flera gånger. Under Nationaldagen var visning av vattenhjul, hjulstock och härd en del i det stora arrangemanget. Kurt Gabrielsson smidde i en av härdarna. Vi hade inte fått till någon varvtalsreglering av fläkten så vi fick ordna regleringen provisoriskt genom att begränsa luftintaget i fläkten och lossa rören till de andra formorna så att luften fick blåsa fritt där. Hjulet och stocken förevisades av Gunnar och Per, det var också ordnat så att platsen för hjulet kunde beskådas genom dörren till bäcken. Många imponerades av det utförda arbetet. Samtal med några äldre anställda om regleringen av blästerluften ledde fram till en trolig lösning som vi ska prova. Den reglerstång som sitter på norra gaveln av härden är sannolikt rester av reglering av luften från blåsmaskinen. Röret som ligger uppe vid ingången på södergaveln kan mycket väl vara en del av den gamla luftledningen, en bit ligger också i hjulgraven. När det gäller reglering vid respektive härd fanns det olika uppgifter, någon trodde inte att det varit någon enskild reglering, någon annan sa att det satt en reglering inne i härden, efter forman. Den troligaste lösningen framfördes av Lennart Björn, han mindes handgreppet i form av en liten vridning på utsidan av härden. Vid gemensamma studier på plats så fann vi en ögla med rikting ner mot forman. De gamla rören som satt på norrgaveln slutar med en för kort rörbit för att täta i forman. Troligt är att det ska sitta en kort rörbit med ett vridspjäll i, denna rörbit avslutas med kona in i forman. Efter semesterperioden ska vi låta tillverka ett sådant spjäll på prov. Arbetet med att färdigställa och montera vattenhjul och hjulstock återupptages någon dag i vecka 27. Ur Rinmans Bergwerkslexicon:
”Knipphammarekallas en sådan liten hammare, som drifves med vattuhjul och hvarunder stångjärn, eller stål, smidas til hvarjehanda smärre arbeten, eller ämnen, såsom Band- och Bultjärn, Sänksmide, Skyfflar, Spadar, Liar, Kling- och Knif-ämnen, med mycket mera. Under detta namn förstås i allmänhet ej allenast sjelfva hammaren, utan ock smedjan tillika, hvaruti hammaren med alt dess tilbehör är inrättad. Se härom ordet Knipphammare-ställning. Per Zackrisson
status 2010-07-27 Nu är kilningen klar i Marieholm. Efter några veckor med annat arbete återupptogs tillverkningen av hjulstocken i Marieholm under de heta sommardagarna. Vi har dessutom låtit tillverka några nya verktyg. I fredags, den 23/7 slog Gunnar i den sista kilen. Gunnar har lett arbetet och haft följande slagare till hjälp: Anders, Britt-Marie, Erik, David, Lage, Nisse, Per, Åke. Alla nu "utslagna". Nu skickar vi kilstöten tillbaka till dess ägare Österby Bruk.
Per Z
Invigning av knipphammaren Under Marieholmsdagen den 4 september 2010 premiärvisades Knipphammaren för allmänheten. |
Bilden visar Hjulstockens ände. |
Bildspel





© Kulturarv Marieholm | Publiceringsverktyg: KEYnet Informationscentralen